
MELTING FURNACE CARE AND MANAGEMENT
Simply put, “FURNACE CARE AND MANAGEMENT” comes down to regularly scheduled, “PREVENTATIVE MAINTENACE”, which when implemented, and properly performed, will not only reduce your operating costs, minimize production downtime due to unscheduled shutdowns, it has proven to maximize the “useful life” of your furnace.
The following is a “real life” example of what is the meaning of the “useful life” of a furnace. This example, to this day, stands out as a prime example of what this papers subject is all about.
CASE # 1:
The customer purchased a 30,000 lb. capacity, 3000 lb. / hr, melting rate, natural gas fired aluminum reverberatory furnace. With the exception of yearly patching of the refractory lining in the high wear areas, the FIRST complete refractory lining was carried out 6 years later.
CASE # 2:
The second customer, purchased a practically identical furnace, with the same refractory lining configuration and components. This furnace required a complete refractory reline after only 6 months in service. Why such a drastic disparity? Furnace Care and Management!!
In Case # 1, the customer performed the Manufacturers Recommended Maintenance Procedures, that were included with the furnace, and as per the company start-up technician, including the cleaning and fluxing procedures.
In Case # 2, when the furnace lining had to be completely replaced after 6 months of service, and the manufacturer questioned why the furnace had not been operated in accordance with the supplied furnace operating procedure and maintenance manuals, the response was what procedures? In fact, the supplied manuals could not be located by the customer.
Aluminum melting furnaces are subjected to extremely severe operating conditions when it comes to the required metal temperatures, charging stock, and aluminums affinity for oxidation, and dross/corundum build up
Every reputable furnace manufacturer supplies a recommended maintenance schedule with their operating manuals. These recommended schedules provide an excellent basis on which to build upon.
PREVENTATIVE MAINTENANCE:
There are, a number of functions, components, and materials used in the manufacture of an aluminum, or holding furnace. These, MUST be monitored, and periodically serviced, and they include:
- HEATING METHOD: ELECTRIC RESISTANCE, OR GAS FIRED
- ELECTRICAL CONTROL SYSTEM; CONTROL PANEL
- PNEUMATIC / HYDRAULIC SYSTEMS
- DOOR SEALS
- EXHAUST FLUE DAMPERS (gas fired)
- REFRACTORIES; REGULAR INSPECTION, AND DAILY CLEANING
- FLUXING; FREQUENCY AND PROPER FLUXES AND PROCEDURES
- DOOR CHAINS, CABLES, SHEAVES, SPROCKETS, ETC.
- ALL SAFETY AND CONTROL SYSTEMS
- SUPPLIER SUPPORT, TRAINING, AND OPERATING MAINTENACE PROCEDURES ***
NOTE: *** While supplier support and training is NOT a function, or a procedure, it should be considered as a Vital Component. The operating and maintenance manuals supplied with the furnace, contain an abundance of useful information about furnace operation, safety, cleaning, fluxing, trouble shooting, etc.
HEATING METHOD:
Electric Resistance Heated – Alloy Steel Element Systems:
Regular inspection, and maintenance of electric resistance heated aluminum melting and holding furnaces, is of paramount importance to ensure safe, and efficient operation of these in ones operation. Heating elements MUST be visually inspected daily, and in the case of Ni-chrome, or Kanthal grade, alloy steel elements, repair must be done. Should the alloy steel elements become dislodged, or, distorted, causing them to contact each other, the molten metal, or other furnace components. If not addressed immediately, it will not only affect the furnaces performance, but will result in grounding out, or shorting out of the heating elements. Additionally, the element terminal connections must be checked, daily, and tightened, if necessary, to avoid arcing, and system failure.
Electric Resistance Heated – Silicon Carbide Element Systems:
Silicon carbide, or as commonly referred to as, “GLOBAR” elements, are regularly in electric resistance heated aluminum reverberatory melting, and holding furnaces. When supplied, and installed by the O.E.M. the elements should have been ordered, and installed as, “matched, or grouped units”. This is critical because whether installed in series, or in parallel, that they operate as closely as possible with each other, in terms of amperage, and resistance. This will maximize the elements performance and service life. Additionally, having sets of matched elements, will maintain that group of elements surface temperature emissivity, as closely as possible to on another.
As the globar elements age, their resistance increases thereby reducing their KW output. To compensate for this aging, the furnace should be equipped with a stepdown transformer. These devices allow the heating elements to operate at their maximum output at a lower voltage through a number of voltage tap positions. As the elements age, the voltage can be increased to maintain their maximum output, by stepping up the tap position accordingly.
When purchasing replacement elements, you MUST, ensure that they are ordered as “matched” sets, and marked accordingly, by the supplier. ALWAYS replace elements in “matched” sets and specify to your supplier to provide the marked accordingly.
In all cases, never allow any molten metal, fluxes, or cleaning tools to come into contact with the elements as this will result in premature failure, and an un-scheduled, costly, shutdown.
GAS FIRED FURNACES:
Gas fired furnaces have complex combustion, control, and safety systems with a multitude of valves, regulators, pressure switches, etc. that MUST be inspected regularly, and serviced, or, replaced, when required.
An example of an operational / maintenance, checklist for the daily, weekly, and monthly as well, is:
DAILY:
- Check all safety devices for proper operation – gas & elec.
- Check all temperature settings, and adjust if required – gas & elec.
- Check all thermocouples, and lead wires – gas & elec.
- Visually observe the fame pattern, and characteristics – gas
WEEKLY:
- Check burners for proper ignition
- Check gas pilots, sparkplugs, or both, for proper ignition
- Verify the proper inlet gas/air ratios
- Verify function of all temperature controls – gas & elec.
- Check all flame sensing devices for operation, and cleanliness
- Confirm the proper operation of all actuators, control motors, butterfly valves, automatic blocking valves, combustion air blower and filter.
MONTHLY:
- Test the interlock sequence of all safety devices by tripping each interlock, manually, to confirm proper operation. – gas & elec.
- Test the gas safety shutoff, and confirm complete closure
- Check all pressure switch settings to confirm proper operation
- Inspect, and clean all electrical switches, and contacts
- Check all thermocouple fail-safe devices, & test to confirm operation
- Check combustion air blower belt condition, tension, bearings, motor, and filter.
- Inspect, and clean all burners, pilots, flame rods, and/or UV scanners
- Check all orifice plates, gas/air mixers, flow meters, and clean, or repair
- Check all ignition transformers and cables
- Test any automatic, or manual turndown devices.
NOTE: With all fossil fuel fired furnaces, ALWAYS employ a properly licensed gas fitter/technician.
ELECTRICAL CONTROL SYSTEM AND CONTROL PANEL (gas & electric):
- Recalibrate all temperature control instruments, every 6 months
- High temperature thermocouples should be examined for crystallization, and the millivolt output of the thermocouple element. Should be replaced yearly, at a minimum.
- Flame safety relays should be checked for proper operation, every 6 months, at a minimum.
NOTE: When cleaning the electrical control panel (inside, and outside) be sure to use ONLY, a solvent that is electrically non – conductive.
PNEUMATIC / HYDRAULIC SYSTEMS (gas & electric)
- All cylinder seals should be inspected monthly, and if leaking, should be replaced with high temp. Viton seals.
- Check all air solenoid valves. I leaking, repair, or replace.
- With hydraulic systems, check all piping for leaks.
- With pneumatic systems, check all piping for leaks, and repair.
NOTE: Compressed air is one of the most expensive energy sources in a manufacturing plant.
FURNACE DOOR SEALS (gas & electric):
The maintenance of door seals should be performed on a weekly basis. Not only is it one of the major sources of heat loss, but also is the main contributor in the formation of aluminum dross, and worst of all, the buildup of corundum on the refractory walls of the furnace. There are a multitude of door seal devices/technologies that are available from various furnace manufacturers such as manually adjustable refractory fiber lined door perimeter seals, refractory fiber “cast in” rope seals, and systems where the door is vertically mounted on pneumatically powered door guides which pull the door into the door jambs, sill, and lintel, upon closure, and pushing the door out before raising it. With either technology, maintaining the seal is of importance.
In the case of electric furnaces, the maintenance of the door seals cannot be stressed enough. With electric furnaces, the furnace pressure, is at atmospheric, at best, and any opening will induce the ingress of oxygen, resulting in an accelerated rate of dross accumulation and corundum formation.
With gas fired furnaces, the incorporation of a pressure control/flue damper system, will to some degree, minimize, but not eliminate the dross accumulation, and corundum formation. In any case, the maintenance of the furnace door sealing system MUST be maintained.
Most gas fired furnaces will have flue damper / pressure control devices. These are designed to maintain a slightly positive pressure in the furnace from high to low fire. In case of mechanical dampers, they use mechanical linkages, and drive mechanisms that MUST be inspected, and maintained regularly. In cases where “air – jet “, compressed air systems are used, the air manifold positioning should be regularly checked, and adjusted as required.
With either system, it is recommended that this be done monthly. Failure to do this, will result in increased fuel consumption, excessive dross formation and melt losses.
REFRACTORIES – REGULAR CLEANING & INSPECTION:
This is a critical maintenance procedure with both gas, and electric furnaces. This is where the downtime. The minimum requirement for cleaning the furnace walls, and bath surface, is DAILY, with no exceptions.
This includes:
- Removal of all oxide buildup on the refractory walls—–DAILY
- Fluxing of the bath, and remove the dross, for recycling—- PER SHIFT
- Removal of sludge buildup, from the floor of the furnace—-DAILY
- Visually inspect the door seals, jambs, sills, lintels, and door blades—-DAILY
- Every 6 months drain the furnace, shutdown, and inspect the refractory lining, and patch where required.
FLUXING PROCEDURES:
The melting, and subsequent handling, of molten aluminum alloys, invariably leads to the formation of dross on the molten metal bath surface, and the growth of corundum, on the furnace sidewalls. Both must be removed daily.
In the case of bath surface dross, a flux is applied to not only remove the oxide buildup, but also to induce the suspended oxide particles to rise to the surface of the melt, where they can be removed during the skimming of the bath surface, improving the metal quality. The “rule of thumb” is once per shift.
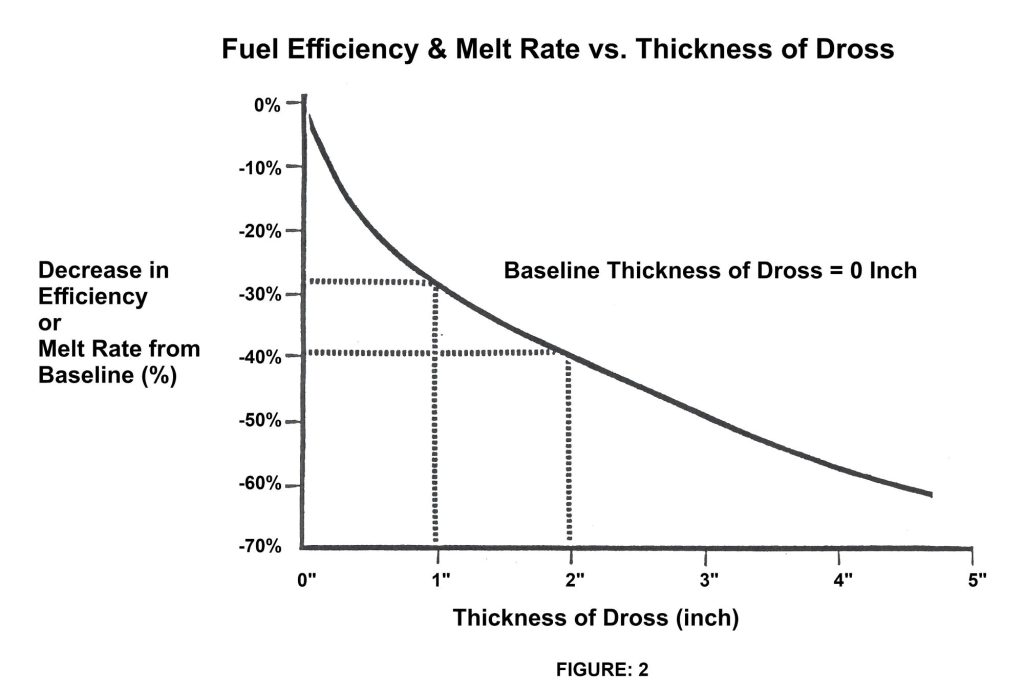
FIGURE # 2 illustrates that a 1 “, layer of dross will reduce the furnaces efficiency, and/or, melting rate, by 28 percent.
Most furnace suppliers, refractory linings are of high quality, and as such, will provide a good service life provided that the furnace lining is maintained, and that the furnace tenders have properly cleaned the furnace. FIGURE # 3 is a typical Furnace Cleaning Chart that should be employed.
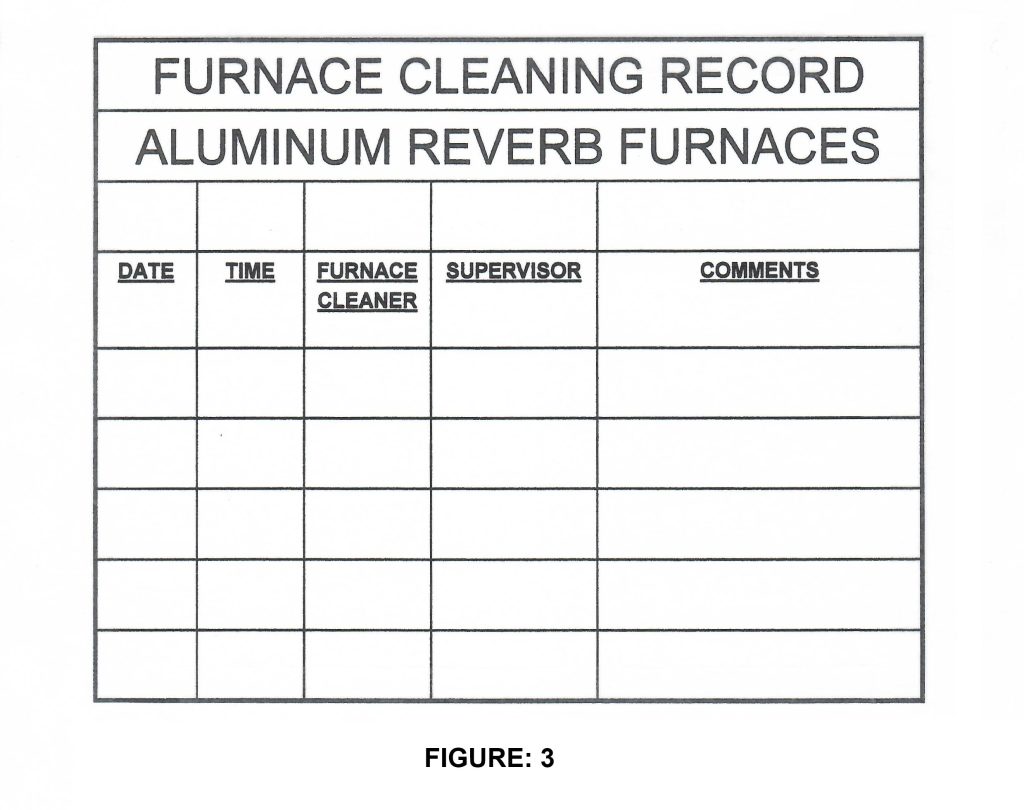
Supervisors should inspect the furnace after cleaning has been completed and sign off. Management should keep these records on file for review if there is a premature refractory lining failure.
With electric resistance furnaces, you must be aware that fluxes are extremely corrosive, and if not properly chosen and applied, they can severely shorten the life of the heating elements. Check with the element manufacturer for their recommendations.
DOOR CHAINS, CABLES, SHEAVES, SPROCKETS, ETC.:
Inspection of all powered lifting devices on furnace doors, covers, or dampers, including chains, cables, sheaves, sprockets, bearings, etc. should be carried out every 6 months at an absolute minimum. All pivots, hinges, and all other moving parts, should be lubricated on a monthly basis using high temperature grease.
In the case of any charging devices such as, skip hoists used with Stack Melting Furnaces, the drives, chains, pivots, turnbuckles, etc. should be inspected, and lubricated once per week at an absolute minimum.
SAFETY DEVICES AND CONTROLS:
All safety controls, devices, interlocks, etc. aside from minimizing unscheduled downtime, plain and simple, is an overall plant safety issue, and should be monitored and verified through the Plant Safety Committee.
SUPPLIER SUPPORT AND TRAINING:
When evaluating potential furnace suppliers, one of the considerations should be what their availability and capability is to provide onsite or remote maintenance training and support, as, and when required, and in a timely manner. Maintenance courses offered by the manufacturer, are by far the most effective way to train the furnace operators/tenders, and service department, and develop your “FURNACE CARE AND MANAGEMENT PROGRAM”. With onsite courses, there is usually a small added cost for a factory person to travel to your facility. However, most find it beneficial to do that.
MAINTENANCE IS THE KEY TO —————————- REDUCED DOWNTIME
REDUCED DOWNTIME IS THE KEY TO —————— INCREASED UPTIME
INCREASED UPTIME IS THE KEY TO ——————— INCREASED PRODUCTION
INCREASED PRODUCTION IS THE KEY TO ————– PROFITABILITY
PROFITABILITY IS THE KEY TO —————————– SUCCESS !!!!!!
ABOUT THE AUTHOR / DISCLAIMER:
This article was authored by Ed Lange, who is an Aluminum Furnace Consultant elange2@cogeco.ca The information presented in this article is based upon the authors 40 plus years of experience in the development, design, and sales of non-ferrous melting, holding, and handling equipment. The author, does not in any way, endorse any particular furnace manufacturer, or their respective technologies.


