
Proper Foundry Practices for Gas And Electric Crucible Furnaces
Historically, the foundry industry has predominantly employed the crucible type furnace. In most cases, foundries use natural gas-fired or electric resistance-heated energy sources.
When compared to Other furnace technologies developed over the years outperform the gas-fired crucible furnace in terms of energy efficiency. The gas fired crucible furnaces energy efficiency is the lowest of all the currently available technologies, at approximately 20%. The electric resistance versions energy efficiency is approximately 57%.
Crucible furnaces, whether gas-fired or electric resistance, provide foundries with tremendous flexibility for casting various alloys, specialty alloy compositions, handling frequent alloy changes, and operating in “short run” jobbing shops.
As stated above, crucible furnaces have low energy efficiencies, particularly with gas fired versions, but they also have operator comfort/safety issues, and crucible replacement costs, and downtime costs. They do, however, serve their purpose well in certain foundries, their product, and specific alloy application requirements.
CRUCIBLE SELECTION:
Use this chart as a basic guide to choose the right crucible for the metal you are melting.
| FURNACE | METAL | TEMP RANGE | CRUCIBLE TYPE |
|
Gas |
Aluminum | 650 -750 C | Si C with low temp. glaze |
|
|
Brass/bronze | 1000 – 1400 C | Si C |
|
|
Gold/Silver | 1000 -1600 C | Si C, or Clay Graphite |
|
|
Zinc | 400 – 600 C | Si C with low temp. glaze |
|
|
|||
|
Electric |
Aluminum | All | Si C with low temp. glaze |
|
|
Zinc | All | Si C with low temp. glaze |
CRUCIBLE SIZING:
The “rule of thumb”, for gas fired crucible furnaces is that the inside diameter of the refractory lining in the furnace, is 20% larger than the crucible’s outside diameter, with the top of the refractory lining, setting ring at 10% larger than the top crucibles, outside diameter.
For electric resistance heated crucible furnaces, the “rule of thumb” suggests keeping a space of 2 ½ to 4 inches between the crucible’s outside and the heating elements. Additionally, the crucible should sit within the elements and the heating zone.
FURNACE DESIGNS:
Generally, regardless of whether the furnace is gas-fired or uses electric resistance, the best design opinion recommends a circular-shaped furnace, mirroring the crucible in use. While there are electric resistance crucible manufacturers that employ square furnace configurations, this design will not heat the crucible evenly around it’s circumference and will result in premature crucible failure, and crucible replacement costs.
Electric resistance heating element technology has evolved dramatically, over the years, and there are many very successful, and excellent electric element mounting technologies that adapt to circular furnace configurations.
GAS FIRED:
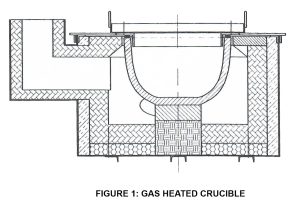
You must position and align the burner’s firing port centerline to target the point where the crucible sits on the base or pedestal block. It should fire tangentially around the crucible and within the furnace’s refractory lining, creating a swirling pattern up to the crucible’s top and through the furnace flue.
NEVER, fire the burner above, or below, the crucible base, or pedestal block, or directly impinging onto the crucible’s outside surface. Always maintain the proper air/fuel ratio mixture, slightly oxidizing flame, (slight green). The use of a flue gas analyzing device should be used periodically, and the fuel/air ratio adjusted, as required.
ELECTRIC RESISTANCE:
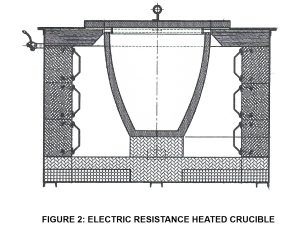
With this technology, as stated earlier, the elements should completely surround the crucible at a minimum distance from the crucible wall of 2 ½ in. to a maximum of 4 in. encasing the entire crucible circumference, from top to bottom. The control system, and monitoring of the heating elements, can be single, or three-phase, using solid-state controls. Element failure detection should be monitored and should be indicated, through visual or, audible alarms. systems.
CHARGING CRUCIBLE FURNACES:
After properly preheating the crucible and furnace based on the manufacturer’s guidelines, place the charge into the crucible and melt it. If possible, charge the crucible with scrap, or returns to provide a bed for the subsequent, heavier ingots. The use of crucible tongs (FIG: 3), is highly recommended, so as to prevent impact with the crucible

NOTE: Aluminum has an expansion rate of 7 times that of a Silicon Carbide crucible.
FLUXING GUIDELINES:
Always use flux in accordance with the manufacturer’s recommendations. Keep in mind, their walls, are porous at operating temperatures, and the flux will penetrate drastically reducing the crucibles operating life.
DO NOT:
- Over flux, use the minimum amount possible to clean the melt
- Add flux to the bottom of an empty crucible, ONLY to the molten metal
- Hold treated melts with flux, for extended periods of time
- Allow flux to remain on top of the melt for extended periods of time
- “Super Heat” the melt
Always use the proper flux for the alloy that you are melting.
The “RULE OF THUMB” is, “LESS IS BETTER”.
CLEANING OF CRUCIBLES:
The sidewalls, and bottom of the crucible, should be free of any dross, and/or slag. Cleaning of the inner walls of a crucible should be done daily, and/or between melts, while the crucible is still “red” hot. Scrape the inside walls with a tool that has the same contour of the crucible’s curvature.
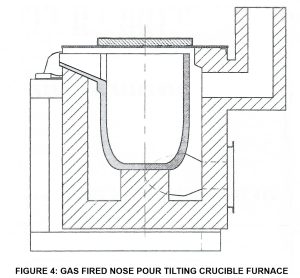
In the case of tilting type crucible furnaces (FIG:4) scrape the inside of the walls with the tilting furnace in the horizontal position.
NOTE: Never allow a heel of molten metal to “freeze/solidify “ in the crucible. A molten metal heel will contain dross and oxides, which have an expansion rate of 5 times as that of the crucible.
SAFETY:
Moreover, like all metal melting operations, introducing any moisture, such as water or lubricants, below the molten metal level poses a significant risk of a catastrophic and potentially deadly steam explosion. “Houston, we have a problem,” so to speak.
Additionally, always ensure that any solid charge, whether returns, scrap, or ingot, is dry, and moisture free.
With crucible furnaces, the common practice is to place the ingots on the top of the furnace, around the diameter to ensure they are moisture free, and provide a preheat, prior to charging.
There are a variety of furnace builders that offer ingot preheaters for gas fired crucible furnaces. These basically are refractory lined chambers, through which the flue gases are passed, to preheat the ingots. In laboratory-controlled tests, this has proven to reduce the energy to melt one pound of aluminum by up to 20%.
The logistics of this in “real life”, is questionable. Simply put, how do you charge a hot, 25 – 35 lb. ingot, safely, and properly, into a crucible? What happens if the ingots are left in too long, and start to sweat, drip, or melt?
SUMMARY:
Consequently, as stated at the start of this article, crucible furnaces have a notable place in foundry history. They are the most commonly used furnaces in the industry and feature prominently in educational institutions and metal casting research facilities. Their widespread use is due to their versatility. They allow for quick alloy changes and have a compact design. Additionally, they can handle prolonged shutdown intervals, offering other advantages as well.
Nevertheless, while not being the most efficient, energy wise, the crucible furnace, is, and will remain to be, the best choice for certain applications, whether gas fired, or, electric resistance heated.
See Our Full Line of Crucible Furnace
ABOUT THE AUTHOR/DISCLAIMER:
Ed Lange authored this article. He serves as an Aluminum Furnace Consultant and you can contact him at elange2@cogeco.ca. Ed’s 40-plus years of experience informed the content. The content is drawn from Ed’s over 40 years of experience. His expertise lies in the development, design, and sales of non-ferrous melting, holding, and handling equipment. The author, does not in any way, endorse any particular furnace manufacturer, or their respective technologies.


